SOBRE EL AUTOR
Timothy Weilbaker
Vicepresidente de Channel Partners, Allied Reliability, Inc.

Hay varias tecnologías diferentes que pueden utilizarse, solas o combinadas, para supervisar el estado de su maquinaria desde la perspectiva del mantenimiento predictivo (PdM). La criticidad de la máquina influye en el número de estas tecnologías de tipo inspección que se aplican a un determinado modo de fallo. Cuanto más crítica sea la máquina y más crítico sea el modo de fallo, mayor será la redundancia en las inspecciones. Para el 20% de las máquinas más importantes de su lista de criticidad, puede haber cuatro o cinco tecnologías PdM diferentes que cubran la máquina. Para el siguiente 30%, puede tener las dos mejores tecnologías para cada modo de fallo. Y para el resto de la lista, puede que sólo tenga una de estas tecnologías para cada modo de fallo. En este artículo del blog, nos centraremos en cinco opciones principales: 1) la termografía de infrarrojos, 2) los ultrasonidos, 3) el análisis del aceite, 4) el análisis de las vibraciones y 5) el análisis del circuito del motor.

Los fabricantes de cámaras de infrarrojos están fabricando ahora soluciones de bajo costo con una calidad de imagen adecuada que funcionan muy bien para los programas de infrarrojos que acaban de empezar. Esta tecnología es capaz de encontrar defectos tanto eléctricos como mecánicos, y es muy fácil de entender y aceptar.

Este método de inspección es a la vez potente y barato; sin embargo, en lo que respecta a las tecnologías de inspección mecánica, es el mayor beneficio por el menor dinero. También es una buena opción si desea que los operarios, mecánicos y electricistas participen en el programa PdM. Los dispositivos ultrasónicos se utilizan para escuchar:
Los ultrasonidos también añaden valor a su programa de lubricación, ya que eliminan el problema habitual de lubricar los rodamientos en exceso o en defecto. La energía ultrasónica procedente de un rodamiento puede ayudar a determinar si se ha añadido la cantidad correcta de grasa al rodamiento.
El dispositivo de ultrasonidos toma sonidos que están por encima del rango de audición humano y los transforma en algo que podemos oír. El principal reto es que el análisis es cualitativo y se basa en el oído entrenado de alguien familiarizado con las firmas ultrasónicas de los equipos sanos y no sanos. Otro reto es que, si bien es potente para encontrar problemas de alta frecuencia, es impotente frente a los problemas de baja frecuencia como el desequilibrio, la desalineación y la holgura. Por lo tanto, los ultrasonidos no pueden sustituir al análisis de vibraciones (que se explica más adelante).
El análisis del aceite es una de las tecnologías de PdM más utilizadas. Su aplicación original en el mundo de la fabricación era detectar el agua y la tasa de agotamiento de los paquetes de aditivos en el lubricante. Desde entonces, esta técnica se ha ampliado para incluir la detección de cambios en:
Existen varias pruebas para cada uno de los aspectos. El mejor programa de análisis de aceite identifica los modos de fallo razonables y probables para cada una de las máquinas que pueden acogerse al programa de análisis de aceite y, a continuación, especifica al laboratorio de aceite qué pruebas deben realizarse para cada muestra. Esta declaración de pruebas para una muestra determinada se denomina “pizarra de pruebas”.

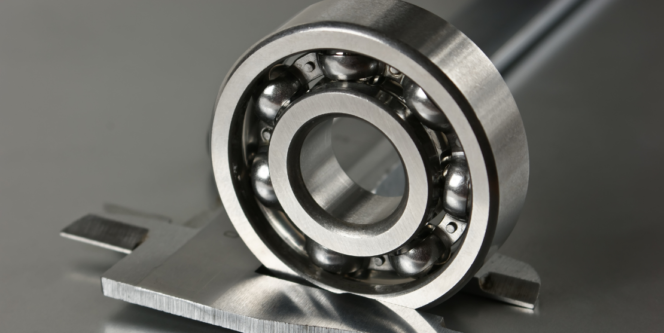
La tecnología de PdM más potente y completa para detectar defectos en equipos rotativos es, con mucho, el análisis de vibraciones. La firma de la vibración se recoge de una máquina rotativa y luego es analizada por una persona. La firma es una colección de picos llamados “picos”. Estos picos representan diferentes fuerzas en juego en el tren de transmisión giratorio.
El análisis de los picos consiste en relacionar su frecuencia con la frecuencia conocida de los defectos del tren de transmisión rotativo. Por ejemplo, la desalineación del eje se produce con una frecuencia diferente a la de los problemas de los engranajes, los fallos de los rodamientos o incluso los problemas eléctricos de los motores. Cada uno de ellos tiene sus frecuencias, y cada uno tiene sus propios patrones en la firma de vibración. Por lo tanto, las pizarras de prueba no son iguales para todas las bombas, ya que funcionan en entornos diferentes y en condiciones de funcionamiento distintas.
Los datos pueden recogerse mediante diferentes dispositivos. Algunos son portátiles y pueden llevarse de una máquina a otra durante la recogida de datos, mientras que otros son dispositivos instalados permanentemente que se conectan a la red de PLC de su planta y proporcionan una supervisión continua.

Por último, pero no menos importante, esta tecnología PdM especializada se centra en el circuito del motor. El circuito del motor incluye los devanados del motor y los cables que lo conectan al arrancador. Es necesario comprobar todo el circuito para detectar la presencia de problemas de aislamiento, problemas de contaminación y otros problemas mecánicos con elmotor.