Todo analista de vibración debe entender cómo realizar el balanceo en un plano, y debe entender el proceso de balanceo en dos planos. Sí, es verdad que muchos analistas de vibración tienen un software que le lleva de la mano por el proceso, pero es potencialmente peligroso simplemente seguir las indicaciones, es importante poder interpretar las lecturas y atender los retos que tendremos.
Planeando el Trabajo.
Antes de balancear una máquina, ¡primero la seguridad! Debe cuidar su seguridad, y la de las personas a su alrededor, cuando hace un balanceo en el campo. Use la referencia de ISO 20806:2009 para tener la información y los lineamientos.
El balanceo requiere que la máquina se pare y arranque. Asegúrese al máximo, que cuando esté allí trabajando con la máquina, de que la máquina no pueda arrancar. Haga todo el proceso de bloqueo con candados y etiquetado. En el caso de los abanicos, recuerde que cualquier corriente de aire que pase por el abanico puede girar las aspas.
Estará agregando pesas. Dependiendo de su ubicación y de la velocidad de la máquina, esas pesas pueden ser lanzadas como proyectiles, potencialmente lesionándole a usted o a otra persona. Asegúrese de afianzar las pesas correctamente y no se coloque, ni permita que otros se coloquen, en la posible trayectoria de las pesas en caso que salgan disparadas.
Al prepararse para el trabajo de balanceo, investigue si puede hacer un balanceo de campo, o in situ. Si no se puede, tendrá que sacar el rotor y balancearlo en el taller. El balancearlo in situ pudiera parecer la opción menos cara, pero se requiere mucho tiempo y energía.
Recorra la lista de cosas a revisar en un balanceo:
1. ¿Puede arrancar y parar la máquina?
2. ¿Es posible agregar pesas para balancear?
3. ¿El motor está accesible?
4. ¿Puede controlar la velocidad de la máquina?
5. ¿Estará estable la velocidad, la amplitud y la fase durante las pruebas?
6. ¿Es posible tomar una lectura de fase?
7. ¿Tiene los instrumentos requeridos y un programa/método de balanceo?
Decida cuál equipo necesita. La mayoría de los sistemas modernos de captura de datos de vibración tienen una opción de balanceo.
Básicamente, hay tres formas de balancear una máquina:
· Corregir la fuente del desbalance: reemplazar la pesa perdida, quitar el polvo acumulado en el rotor, reemplazar la pieza perdida, etc.
· Encontrar el punto pesado y colocar un peso en el lado opuesto
· Encontrar el punto pesado y retirar peso de ese sitio.
La primera opción es la más efectiva de ser posible. Si queda algo de desbalance, puede usar cualquiera de las otras dos opciones. Quitar peso, haciendo un agujero o quitando material, es una solución permanente que pudiera afectar la integridad estructural del componente, no lo olvide. Por el otro lado, una pesa de balance puede salir volando, pero un agujero no.
¿Un Plano o Dos Planos?
El método de balanceo en un solo plano es ideal para un rotor que es angosto en relación a su diámetro, y colgado en el centro. Todo el peso del balance está básicamente concentrado en un solo plano. Lo único que tenemos que hacer es retirar peso donde está el punto pesado, agregar peso en el lado opuesto, y la máquina estará correctamente balanceada.
Sin embargo, si el abanico o rotor es ancho relativo a su diámetro (y colgado en su centro), entonces la acumulación o pérdida de material, o lo que sea que este causando su desbalance, no será parejo en todo el abanico o en el rotor. Por lo tanto, necesitará dos pesas. Tiene un componente estático (lo que es un solo plano), y también un componente tipo cupla, que hace que un extremo gire con la fase opuesta al otro. La combinación de cupla y estático se llama desbalance dinámico, y necesita una solución en dos planos.
Un rotor en voladizo requiere un procedimiento diferente que no vamos a ver ahora. También es posible balancear cuando no hay lecturas de fase disponibles, con una técnica de balanceo de cuatro corridas sin fase.
Comencemos con el desbalance estático, o balance en un solo plano. Usamos esto cuando el rotor es angosto comparado con su diámetro y ambos extremos del eje suben y bajan al mismo tiempo. Todo el desbalance está en un solo plano. Si comparáramos la vibración vertical y la horizontal de los rodamientos en ambos extremos, sería aproximadamente 90°. Debe estar en fase.
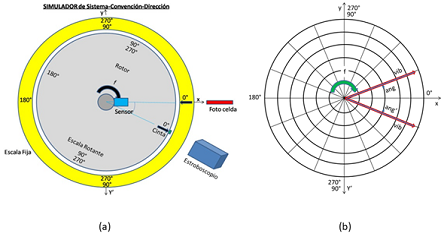
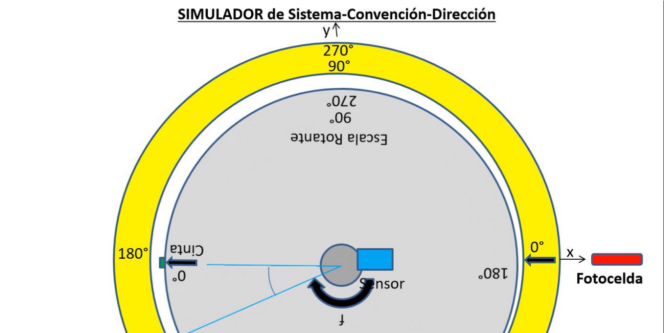
Simulación
En esta máquina, la pesa de 2 g está causando el desbalance. Pero probablemente no sabemos qué es o adónde está. Solo sabemos que cuando gira la máquina, vibra. La lectura de amplitud es muy alta. Podemos usar nuestras lecturas de amplitud y fase para estimar donde está el peso, aunque no sepamos cuánto peso está allí.
Nuestras lecturas de fase nos dicen el ángulo fase. Puedo decir que mi ángulo de fase está normalmente opuesto a la dirección de rotación, y si la rotación es a favor de las manecillas, yo iré en contra de las manecillas el número de grados que yo lea en mi analizador—digamos 30°—y allí es donde aproximadamente estará el punto pesado. Observe que esto es aplicable si nuestras unidades de vibración están en desplazamiento.
Después, colocamos un peso de calibración, o peso de prueba, para ver cómo responde el rotor. Eso dependerá de la velocidad, la masa del rotor, adónde colocamos el peso, y cuánto desbalance existe. Vamos a probar con un peso de 1 gramo.
¿Por qué no podemos simplemente colocar el peso de prueba al azar y ver cómo responde la máquina? Puedes hacer eso, pero si por casualidad colocas el peso cerca del punto pesado, se incrementará aún más la ya alta vibración de la máquina, y no has de querer someter la máquina a más esfuerzos. Es a mucho mejor estrategia calcular dónde está aproximadamente el punto pesado y colocar el peso en un sitio opuesto.
Después arrancamos la máquina otra vez y medimos la vibración. En este caso, la vibración sigue presente, pero está más baja. En caso de haber afectado la vibración lo suficiente para que la amplitud haya cambiado en casi 30%, o que el ángulo fase haya cambiado en 30° o algo similar, ya tenemos con qué trabajar. Nuestro programa de balanceo tomará los datos y calculará qué hacer después, cómo colocar un peso diferente en un sitio diferente. Haremos eso y repetiremos el proceso.
¿Cómo decide usted cuánta masa usar para la prueba del peso? Hay unos cálculos que puede usar si conoces el peso aproximado del rotor. También puedes ver las masas de balanceo ya existentes en el rotor y usar otra del mismo peso.
Esta es nuestra gráfica vectorial. (Vea que tengo el ángulo fase en la dirección equivocada. La rotación y los ángulos fase deben ir en direcciones opuestas.) Tengo mi medición original de vibración, y lo que quiero hacer es agregar un peso que tenga exactamente el mismo efecto, pero opuesto. Entonces ambos pesos de cancelarán mutuamente y ambos vectores serán cero.
Hagamos una simulación. Puede ver mi corrida original en rojo en la esquina superior derecha. La rotación es a favor de las manecillas del reloj, por eso el ángulo fase estará en contra de las manecillas. La vibración original era 8 mm/s, lo cual es mucho. Así que coloco mi peso de prueba (en verde) opuesto de donde creo que está el punto pesado. Arranco la máquina otra vez y observo el nivel de vibración de mi corrida de prueba. El vector que inicia en el origen y que se mueve al punto verde aquí (mostrado en la esquina inferior del triángulo) representa la vibración en el momento, con el desbalance original que existió y el desbalance que agregué con ese peso de prueba.
Resultados
Hicimos un trabajo bastante bueno ya que la vibración bajó a 3 mm/s. Si lo hubiéramos hecho mal, se vería de esta manera.
Si restamos la vibración original, tendríamos el vector que corre entre los círculos de la “corrida de prueba” y la “corrida original”. Eso demuestra que he agregado la cantidad correcta de peso. Observe que las longitudes de estos dos vectores son iguales, alrededor de 9 mm/s. Pero quiero también que ambos vectores sean el mismo ángulo. Para hacerlo bien, necesito mover el peso de prueba ese ángulo—eso es lo que significa el punto rojo denominado “masa de corrección”.
¿Qué pasa si hacemos la corrida de prueba y la medición se ve así?: cero. Eso nos está diciendo que el peso de prueba está en el lugar correcto.
Si se ve de esta manera, es que tiene demasiado peso pero está en el sitio correcto. Si usamos un peso menor, podemos llegar a cero vibraciones. Si la corrida de prueba nos diera el mismo ángulo, pero menor vibración, significa que tiene que agregar más peso.
Balanceo en Dos Planos
Pasemos al balanceo en dos planos. Con este rotor, todavía tenemos un relación de fase de 90° en ambos extremos, pero no es una relación de 180° entre los dos extremos o 0°. Es 30–140° fuera de fase, que significa que es dinámico. Si estuviera más cerca de 180°, simplemente le llamaríamos desbalance de cupla, y si estuviera más cerca de 0°, le llamaríamos estático. Pero es una combinación de ambos, y necesitamos hacer un balanceo en dos planos. Cada extremo se mueve en un movimiento circular, pero no está en fase. Para el balanceo en dos planos, todavía necesitamos nuestras referencias de fase, pero necesitamos dos fuentes de vibración —típicamente de dos rodamientos.
Esto es similar al rotor que vimos antes, pero ahora es una máquina de dos planos. Agregaré un desbalance en cada plano. La suma vectorial de esos dos pesos significa que hay algo de estática, por eso oscila hacia atrás y hacia delante, y tiene algo de desbalance de cupla, y por eso bailotea. La diferencia de fase es 136°. Si incrementamos la velocidad, se incrementa la vibración también. Cuando se está balanceando, asegúrese de usar la misma velocidad para cada corrida.
¿Cómo calculamos cuanto peso colocar en cada plano? Arrancamos la máquina y obtenemos una lectura de vibración de los dos sensores, así como amplitud y fase. Paro la máquina y coloco un peso de prueba en un rotor (plano), y hago una corrida de prueba. Veo la magnitud y la fase de la vibración en ambos rodamientos. Después paro la máquina, quito el peso de prueba, y lo coloco sobre el otro rotor (plano), arranco la máquina otra vez, y obtengo esas dos lecturas de fase de vibración. Ahora podemos ver cómo el agregar un peso ha tenido influencia en ambos planos. Vectorialmente, calculamos cuál es la solución final—dónde deben estar los pesos en los planos uno y dos. Y los datos que he capturado pueden ser almacenados para que nos ayuden con problemas futuros con este rotor.
¿Qué puede salir mal?
Hay varias razones por las cuales puede fallar el balanceo. Quizás la máquina no necesitaba balanceo. La máquina pudo haber tenido otras condiciones de falla tal como desalineación. Quizás la máquina no respondió linealmente—hay una relación lineal entre el cambio de vibración, y la masa y la posición donde fue colocada. Si ese no es el caso, entonces la máquina tiene otros problemas. Asegúrese que las lecturas de vibración son estables y que la velocidad es estable. La máquina puede tener resonancia, o puede haber una máquina muy cerca operando a la misma velocidad, causando “pulsaciones.”