Falla en rodamiento Ventilador Tiro Inducido Caldera 35 tn. Mejora en la detección de Envolvente. (Parte I) Se trata de un Ventilador de Tiro Inducido de una Caldera de cascara de girasol con producción de vapor de 35 tn/hora.
El mismo posee un Motor de 450 Kw a 750 rpm (8 polos), que acciona el rotor de 1500 kg de 2mts de diámetro. El eje del rotor montado sobre dos rodamientos 22224 Ek con manguito cónico. Vista gral. del conjunto Motor-Ventilador

Problema encontrado
Si bien este equipo está controlado un programa de mantenimiento predictivo por medición y análisis de Vibraciones, con frecuencia Mensual. Fallo el rodamiento lado acople, específicamente se partió la pista externa con el incremento a valores de Emergencia de los niveles vibratorios, lo cual obligo a parar inmediatamente el Ventilador, por lo tanto la Caldera, la cual alimenta vapor a una planta de producción de aceite de Girasol, con las consecuencia económicas de parada de planta.

1-Análisis de tendencias y espectros de Vibraciones
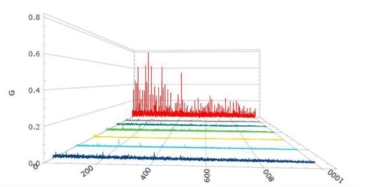
a-Tendencia de Aceleración
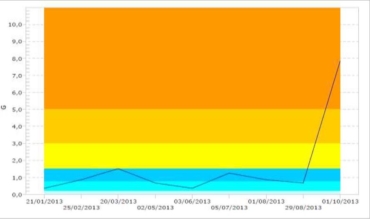
Esta clara la falla tanto en la tendencia global de aceleración como el último espectro (rojo), La última medición realizada antes de parar el equipo. Los espectros previos no son indicativos de falla, si tal vez algún problema incipiente en lubricación. Tampoco estos tienen la resolución como para realizar un diagnóstico correcto.
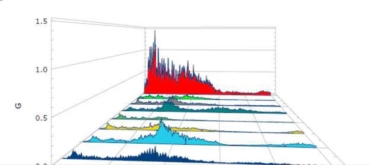
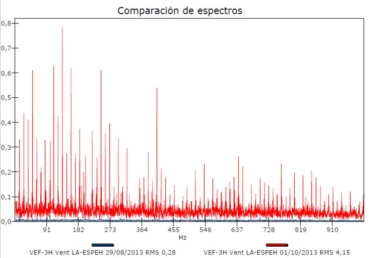
b- Tendencia de Envolvente de Aceleración
Nuevamente el último espectro (rojo, falla rodamiento) con múltiples armónicas de falla en pistas y modulaciones de jaula y elementos rodantes.
El objetivo es saber y detectar antes de la rotura, acá es donde estuvo la falla de detección. La siguiente figura compara los dos últimos espectros de Envolvente
 Viendo en detalle el espectro azul, 1 mes anterior a la falla
Viendo en detalle el espectro azul, 1 mes anterior a la falla
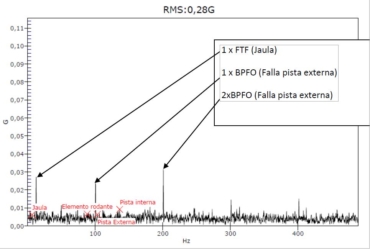
El proveedor del servicio de Predictivo, seteo las frecuencias según indicaciones anteriores, por lo que se ve no coincidieron con los picos de fallas. Hay varios tipos similares en rodamientos y marcas, cada uno con su frecuencia de falla correspondiente.
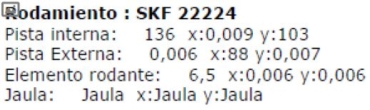
En este ejemplo se observa que falto una selección correcta del rodamiento y ajuste de velocidad, como también las alarmas en valores de Envolvente.
Observar por ejemplo los diferentes modelos en 22224 xx de la misma marca Para este equipo el seteo correcto es el marcado:

2- Las Mejoras realizadas fueron Ajustes en Parámetros vibratorios s/ISO 10816-3 y SKF
a- Considerar la ISO 10816-3, PARTE 3 (de 10 a 1000 Hz)
• ESTADO A < 1.4 mm/seg-RMS (ESTADO NORMAL)
• ESTADO B > 1.4 Y < 2.8 mm/seg-RMS (ESTADO–PRECAUCION 1)
• ESTADO C > 2.8 Y < 4.5 mm/seg-RMS(ESTADO–PRECAUCION 2)
• ESTADO D > 4.5 mm/seg-RMS (ESTADO–EMERGENCIA)
b-Con respecto a rodamientos: rango de medición entre 1000 a 10000 hz)
• ESTADO A < 0.9 g-RMS (ESTADO NORMAL)
• ESTADO B > 0.9 Y < 1.8 g-RMS (ESTADO–PRECAUCION 1)
• ESTADO C > 1.8 Y < 2.9 g-RMS (ESTADO–PRECAUCION 2)
• ESTADO D > 2.9 g-RMS (ESTADO—EMERGENCIA)
c-Para Envolvente considerar criterio SKF:
• FILTRO DE EVOLVENTE n° 3 (30 – 600 kcpm) (500 – 10000 hz)
• Espectro Fmax 30.000 cpm (500 hz)
• Rodamiento 22224EK (Ø eje 110 mm) / 750 rpm
• Detección= gE–pk-pk
ESTADO A < 0.55
gE–pk-pk (ESTADO NORMAL)
• ESTADO B >0.55 < 1 gE–pk-pk (ESTADO–PRECAUCION 2)
• ESTADO C > 1 Y < 3 gE–pk-pk (ESTADO–PRECAUCION 1)
ESTADO D > 3 gE–pk-pk (ESTADO—EMERGENCIA)