La Compañía
Durante la demostración de un instrumento de análisis de circuitos de motores ALL-TEST PRO 5TM (probador de motores desenergizados) un miembro del equipo de soporte técnico de ALL-TEST Pro probó un motor de 10HP, 4 polos, de bastidor en T que había sido retirado de una gran instalación de molienda de maíz por vía húmeda.
Esta instalación de molienda de maíz por vía húmeda, que procesa alrededor de 14.000 fanegas de maíz cada día, sacó este motor de 10HP de una de sus cintas transportadoras. El motor había exhibido una “falla de fase” en el variador de frecuencia (VFD) que lo controlaba. El personal de mantenimiento de la instalación de molienda húmeda de maíz había determinado que el motor era “malo” a través de un proceso de eliminación que implicaba una serie de reemplazos de piezas que no lograban reiniciar el motor. El motor se envió entonces a la instalación de reparación del distribuidor de motores donde se probó utilizando dos tecnologías “tradicionales” de prueba de motores – una prueba de sobrecarga y una prueba basada en la inductancia – que no proporcionaron resultados definitivos.

Condición del Motor Revelada por el Instrumento de Prueba sin energía AT5™
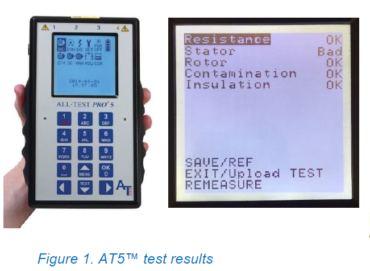
El analizador de circuitos motorizados AT5™ funciona con baterías, es portátil y pesa menos de 2 libras. Después de hacer las conexiones a las tres fases del motor, se realizó una prueba estática. A continuación, el eje del motor se movió manualmente durante la porción dinámica de la prueba trifásica, y al final de la prueba, el instrumento mostró los resultados (la prueba completa dura unos 2 minutos).
A diferencia de la infructuosa prueba de sobretensión (que aplica alta tensión a las bobinas del motor) y de la prueba no concluyente basada en la inductancia, el AT5™ detectó inmediatamente un fallo en el devanado del estator (véase la figura 1).
Si bien la prueba IND con la opción DINÁMICA indicó que había una falla en el bobinado del estator, es importante señalar que a menudo es imposible o poco práctico realizar una prueba “dinámica” (que requiere la rotación lenta y suave del eje del motor) en el campo debido a que los motores están físicamente acoplados al proceso o están ubicados en un lugar inaccesible. Si no es posible realizar una prueba dinámica, todavía es posible utilizar el instrumento de prueba de motores sin energía AT5™ para el análisis comparativo.
Realizar un análisis comparativo utilizando un valor de prueba de referencia estático (TVSTM)
AT5™ Los métodos patentados y pendientes de patente incluyen la obtención de un valor de prueba de referencia estática (TVS™), en el que se realiza una prueba estática inicial y se establece un valor de referencia TVS™. Los valores de referencia TVS™ se almacenan en la memoria interna del instrumento o pueden transferirse a un software de computadora, y los resultados de las pruebas posteriores pueden compararse inmediatamente con el valor de referencia TVS™ para mostrar instantáneamente los problemas o cambios en desarrollo con el estator o el rotor de jaula de ardilla (la comparación puede verse directamente en la pantalla grande y fácil de ver del instrumento AT5™). TVS™ puede utilizarse como valor de Referencia para ese motor específico o para otros motores del mismo fabricante/tipo.
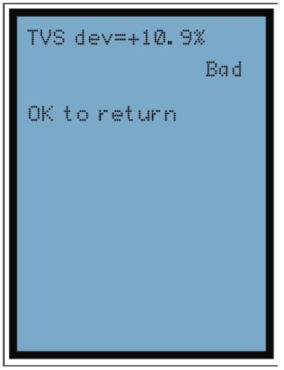
Este caso particular presentó la oportunidad de demostrar el análisis comparativo utilizando TVS™. Se recuperó un motor idéntico de las existencias del distribuidor y se realizó una prueba estática con el AT5™. Se observó inmediatamente que había una diferencia del 10,9% entre el valor de TVS™ del nuevo motor y el del motor “malo” conocido. Esto está claramente fuera de la alarma del 3% e indica muy claramente que el motor malo conocido está en una condición diferente de su gemelo idéntico.
Lecciones Aprendidas
En una situación de resolución de problemas, la comparación de TVS™ puede realizarse probando desde la salida del VFD sin quitar el motor o desconectar la carga. Esta prueba de comparación habría permitido a los técnicos de mantenimiento del molino confirmar inmediatamente que la condición del motor había cambiado de su condición original instalada. Esta prueba, junto con la indicación de fallo en el variador de frecuencia, habría identificado correctamente la razón de la parada del motor, y no se habría perdido tiempo y dinero con sólo reemplazar las piezas.